Trükiste järeltöötlus
Stantsijooniste ja – vormide valmistamine
Stantsimiseks on trükikojal tarvis:
NB! Kujundus peab ulatuma 5 mm üle stantsijoonise (bleed)
Stantsijoonise jm kliendilt saadetu põhjal laseb trükikoda teha, või teeb ise stantsivormi.
Stantsimismasinad jagunevad: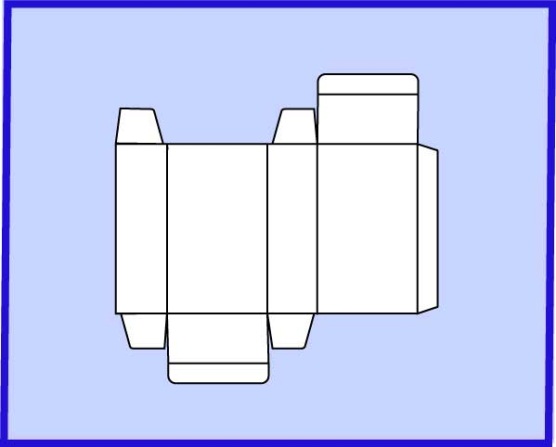

Valmistatakse kas 1 tk peal või mitu tk peal. See tähendab, et olenevalt toote formaadist, paigutatakse stantsimasinale sobivas mõõdus stantsivormile, tooteid nii palju, kui neid sinna mahub. Nii suureneb toomiskiirus.
Stantsivorme valmistatakse tänapäeval juba suures osas laserlõikusmeetodil kuigi tavaline sae abil tegemine on siiski valdav.
Stantsivormid tehakse kas üks kujutis peal või mitu tk peal. Seda sellepärast, et tervet poognat stantsides valmib tunnis rohkem tooteid kui neid ükshaaval stantsides. Ja masinad tahavad võtta suhteliselt suurt mõõtu poognaid stantsimiseks.
Kujutis, või kujutised, nii mitu kui neid siis ka on, tuleb esmalt joonistada puitplaadile. Seejärel saetakse puitplaati jooned kuhu hiljem kinnitatakse kujutise järgi painutatud stantsimistera. Stantsimistera painutatakse soovitud kujuliseks ja monteeritakse tugevale alusele. Tavaliselt kasutatakse jäika, tihedat puitplaatalust. See peab tera paigal hoidma ka 10 000 löögi järel. Terasid valmistatakse terasest paksusega keskmiselt ca 0,07 mm kuni 0,14 mm.
Puitalusel on näha väikesed ”sillad”. Need sillad on selleks, et puitalus stantsivormi tegemise käigus tükkideks ei laguneks. Sildade kohalt on stantsimisvormi tera madalam. Teradel on standardkõrgus, kuid üldiselt arvestatakse ka stantsitava materjali paksusega.
Enamus stantsivormide tegemist nõuab tänapäevalgi tavalist saagimist ümara saega. Stantsivormi täpsus oleneb täielikult selle tegijast. Laserlõikusel on täpsus suurem ja vormi kvaliteet ei sõltu enam niivõrd vormi tegijast.
Terasid võib valmistada nii materjalist läbi lõikavaid, soonivaid, kui perforeerivaid. Samuti kasutatakse laialt vaid osaliselt materjali läbistavaid terasid – näiteks kleepsude puhul.
Terade lõikamiseks on vajalik metallilõikur ja painutus-,sillastamis-, ja servadekinnitusseadmed. Servad, mis ulatuvad teineteisest üle käiatakse õhukeseks kuna karbimasinad näiteks ei taha rohkem kui 0,4 mm kõikumist lõikejälje paksuses.
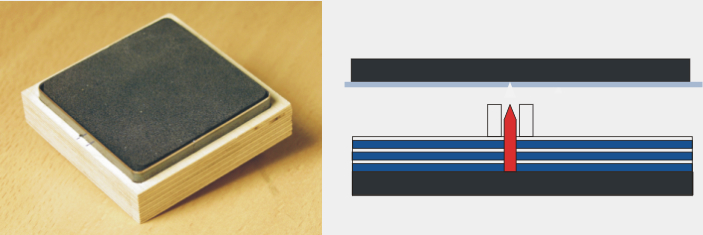
Stantsivorm, millesse on sisestatud tera, kaetakse kummiga. Täpsemalt kaetakse kummiga terasid ümbritsev ala. Spetsiaalne kumm, mis on ca 6 mm lai, peab ulatuma ca 1 mm võrra kõrgemale kui tera. Kumm on spetsiaalne, mis tõmbub surve all kokku ja mis kohe surve alt välja tulles oma kuju taastab ja puitaluse vastaspoolest eemale tõukab.
Stantsivorme saab hiljem veidi muuta – näiteks lisada augu või soone või siis need ära võtta. Stantsivormi lõikavat joont hiljem enam muuta ei saa.
Stantsivormid tavaliselt märgistatakse ja säilitatakse trükikojas mõnda aega. Kui kaua, oleneb trükikoja reeglitest. Stantsivorme tekib stantsival trükikojal sageli välja palju mistõttu on vajalik väga hea ladustamissüsteem mis võimaldaks neid kergesti üles leida.
- stantsijoonist kliendilt (värvtähised on lõiketerad - punane, nuudid/sooned - roheline, perfojooned - kollane), joonis peab olema 1:1 ja sellel ei tohi olla topeltjooni
- stantsijoonist, mis on juba paigutatud kujutisele (et näidata kuidas paigutus täpselt mõeldud on)
- kujundust ilma stantsijooniseta (trüki jaoks)
NB! Kujundus peab ulatuma 5 mm üle stantsijoonise (bleed)
Stantsijoonise jm kliendilt saadetu põhjal laseb trükikoda teha, või teeb ise stantsivormi.
Stantsimismasinad jagunevad:
- lamestantsid (ingl.k.-platen) ja automaatsed lamestantsid (ingl.k.-autoplaten)
- silinderstantsid (ingl.k.-cylinder)
- hüdraulilised stantsid (ingl.k.-hydraulic)
Igal veidi omamoodi stantsivormid.
Stantsivormid:
- lamestantsidel – tasapinnalised vormid
- silinderstantsidel – kas tasapinnalised või silindrikujulised vormid
- hüdraulilistel stantsidel – metallist koonusjad vormid

Lamestantsi vorm koosneb:
- lõiketerast, mis on paigutatud aluslaua sisse
- tera kaitsvast kummist, mis ümbritseb tera
Valmistatakse kas 1 tk peal või mitu tk peal. See tähendab, et olenevalt toote formaadist, paigutatakse stantsimasinale sobivas mõõdus stantsivormile, tooteid nii palju, kui neid sinna mahub. Nii suureneb toomiskiirus.
Stantsivorme valmistatakse tänapäeval juba suures osas laserlõikusmeetodil kuigi tavaline sae abil tegemine on siiski valdav.
Stantsivormid tehakse kas üks kujutis peal või mitu tk peal. Seda sellepärast, et tervet poognat stantsides valmib tunnis rohkem tooteid kui neid ükshaaval stantsides. Ja masinad tahavad võtta suhteliselt suurt mõõtu poognaid stantsimiseks.
Kujutis, või kujutised, nii mitu kui neid siis ka on, tuleb esmalt joonistada puitplaadile. Seejärel saetakse puitplaati jooned kuhu hiljem kinnitatakse kujutise järgi painutatud stantsimistera. Stantsimistera painutatakse soovitud kujuliseks ja monteeritakse tugevale alusele. Tavaliselt kasutatakse jäika, tihedat puitplaatalust. See peab tera paigal hoidma ka 10 000 löögi järel. Terasid valmistatakse terasest paksusega keskmiselt ca 0,07 mm kuni 0,14 mm.
Puitalusel on näha väikesed ”sillad”. Need sillad on selleks, et puitalus stantsivormi tegemise käigus tükkideks ei laguneks. Sildade kohalt on stantsimisvormi tera madalam. Teradel on standardkõrgus, kuid üldiselt arvestatakse ka stantsitava materjali paksusega.
Enamus stantsivormide tegemist nõuab tänapäevalgi tavalist saagimist ümara saega. Stantsivormi täpsus oleneb täielikult selle tegijast. Laserlõikusel on täpsus suurem ja vormi kvaliteet ei sõltu enam niivõrd vormi tegijast.
Terasid võib valmistada nii materjalist läbi lõikavaid, soonivaid, kui perforeerivaid. Samuti kasutatakse laialt vaid osaliselt materjali läbistavaid terasid – näiteks kleepsude puhul.
Terade lõikamiseks on vajalik metallilõikur ja painutus-,sillastamis-, ja servadekinnitusseadmed. Servad, mis ulatuvad teineteisest üle käiatakse õhukeseks kuna karbimasinad näiteks ei taha rohkem kui 0,4 mm kõikumist lõikejälje paksuses.
Stantsivorm, millesse on sisestatud tera, kaetakse kummiga. Täpsemalt kaetakse kummiga terasid ümbritsev ala. Spetsiaalne kumm, mis on ca 6 mm lai, peab ulatuma ca 1 mm võrra kõrgemale kui tera. Kumm on spetsiaalne, mis tõmbub surve all kokku ja mis kohe surve alt välja tulles oma kuju taastab ja puitaluse vastaspoolest eemale tõukab.
Stantsivorme saab hiljem veidi muuta – näiteks lisada augu või soone või siis need ära võtta. Stantsivormi lõikavat joont hiljem enam muuta ei saa.
Stantsivormid tavaliselt märgistatakse ja säilitatakse trükikojas mõnda aega. Kui kaua, oleneb trükikoja reeglitest. Stantsivorme tekib stantsival trükikojal sageli välja palju mistõttu on vajalik väga hea ladustamissüsteem mis võimaldaks neid kergesti üles leida.
Licensed under the Creative Commons Attribution Non-commercial Share Alike 3.0 License