Keevitamiseks nimetatakse metallide ühendamist kokkupuutepunkti
kuumutamise teel. Võimalikud on kaks keevituse liiki:
1.Sulakeevitus –
materjal kuumutatakse kuni sulamistemperatuurini
2.Survekeevitus –
materjal kuumutatakse kuni plastilise olekuni, mille järel
rakendatakse mehaaniline jõud.
Levinumateks keevituseliikideks
on:
·käsikaarkeevitus;
·keevitus kaitsva
gaasi keskkonnas (MIG, MAG, MIG/MAG, TIG);
·kontaktkeevitus;
·plasmakeevitus.
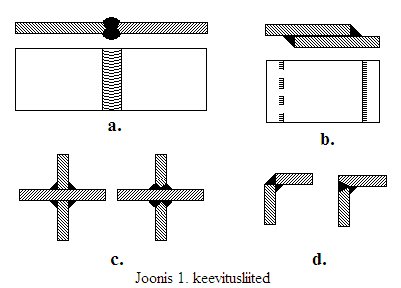
Keevituskonstruktsiooni valmistamisel kasutatakse järgmiseid
keevitusliiteid.
1.Põkkliide – kõige
levinum keevitusliide. Kasutatakse lehtmetalli, nurkprofiilide jm
keevitamiseks (joonis 1.a).
2.Ülekatteliide –
kasutatakse õhukese lehtmetalli kokkukeevitamiseks (joonis 1.b).
3.Vastakliide –
kasutatakse ruumiliste konstruktsioonide valmistamiseks (joonis
1.c).
4.Nurkliide –
kasutatakse tavaliselt siduvate elementidena (joonis 1.d).
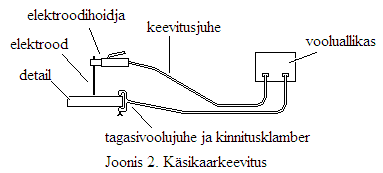
Käsikaarkeevitus
e. elektroodkeevitus
Keevitamiseks kasutatakse elektroodi, mille keemiline koostis on
ligilähedane keevitatavatele metallidele. Elektrood on kaetud
kattega, millest moodustub sulametalli kaitsev räbukiht.
Kaarkeevitusel kasutatakse elektrikaare poolt tekitatud soojusliku
efekti, mille abil sulatatakse liidetavad detailid ja elektrood.
Elektroodi kasutatakse vajaliku lisametalli saamiseks.
Keevituselektroodid allikas:ru.wikipedia.org
Keevitusseadme moodustavad:
·keevituse
toiteallikas (keevitustrafo),
·elektroodihoidja,
·toiteallikat ja
elektroodihoidjat ühendav keevitusjuhe,
·elektrood,
·kinnitusklambriga
tagasivoolujuhe.
Keevitamisel tekkib elektroodi ja detaili vahele kõrge
temperatuuriga (5000 - 7000°C) kaarleek. Selle tulemusena sulab
keevituspiirkonnas detaili serv ja elektrood. Sulametall koguneb
liite ossa, mida nimetatakse keevitusvanniks ning kristalliseerudes
liidab ühendatavad detailid.
Käsikaarkeevituse seadmed
Käsikaarkeevitusel kasutatakse väikest pinget 15 kuni 50V ning suurt
voolu kuni 500A. Keevitusseadmetel peab olema võimalus reguleerida
keevitusvoolu erinevate paksustega metallide keevitamiseks.
Keevituse toiteseadmeteks kasutatakse:
·
keevitustrafo
– ehituselt või olla varustatud alaldiga. Alalisvoolul keevitades
tekkib stabiilsem elektrikaar, mis tagab parema keevitusõmbluse
kvaliteedi.
·
keevitusgeneraator
– sisepõlemismootoriga generaator, võimaldab keevitada võrguvoolu
puudumisel.
·
keevitusinverter
– inverteeris muudetakse tööstusliku sagedusega vahelduvvoolu
kõrgsagedusvooluks (5 – 25 kHz). Kõrgendatud sagedus võimaldab
kasutada väiksemate mõõtmetega trafosid.
·
ostsillaator
– ettenähtud kaarkeevituse toiteks kõrgetel sagedustel ja pingetel.
Ossilaatori kasutamine soodustab elektrikaare süttimist ning
tasakaalustab selle põlemist. Nende võimsus on vaid 100-250W,
kasutatav sagedus 150-260kHz ja pinge 2-3kV. Kõrgendatud pinge
tulemusel süttib kaar enne, kui elektrood puudutab keevitatavat
metalli. Samal ajal sellise sagedusega vool ja pinge on inimesele
ohutu. Ostsillaator ühendatakse paralleelselt keevitustrafoga.
Ostsillaatoreid kasutatakse väikevõimsuselise kaarega keevitamisel
mittesulava elektroodiga TIG-keevitusel.
Keevitus kaitsva gaasi keskkonnas
Kaitsegaasis keevitamisel puudub elektroodi ümbritsev kate.
Sulametalli kaitseks atmosfääri toime eest kaitseb kaitsegaasikiht.
Sellise keevituse puhul on mitmeid eeliseid:
·kaar on soojuslikult
hästi konstrueeritud. Põhimetallis on struktuurimuutuse piirkond
minimaalne ja keevitatavad detailid deformeeruvad vähe;
·sulametall on
kaitstud ümbritseva keskkonna mõju eest, eriti inertgaasi
kasutamisel;
·võimalus pidevalt
jälgida kaart ja keevitussõlme;
·võimalus keevitada
erineva paksusega detaile;
·mehhaniseerimise ja
automatiseerimise lihtsus.
Kaitsegaasis keevitamisel kasutatakse:
·
keevitamine sulamatu elektroodiga ehk
TIG-keevitus – kaarleek tekitatakse volframelektroodi ja keevitatava
detaili vahele. Keevitusõmblus moodustatakse lisametalliks. Lisades
elektroodile toorium-, lantaan, või ütriumoksiidi on võimalik tõsta
keevitusvoolu. TIG-keevitust kasutatakse värviliste metallide ja
nende sulamite ning roostevaba terase keevitamiseks.
·
keevitamine sulava elektroodiga ehk
MIG/MAG-keevitus – keevitamisel kasutatakse keevitustraati.
Kaarleek tekitatakse keevitustraadi ja keevitatava detaili vahele.
Keevitustraat antakse etteandemehhanismi abil sulamiskiirusele
vastava kiirusega kaarleegi piirkonda. Kaitsegaas võib paikneda
eraldi mahutis, kus voolikute abil juhitakse see kaarleegi
põlemispiirkonda või paikneda keevitustraadis.
Sõltuvalt kaitsegaasist jaguneb keevitus:
·MAG-keevitus –
keevitus aktiivse gaasi keskkonnas (süsihappegaas);
·MIG-keevitus –
keevitus inertse gaasi keskkonnas (argoon);
·MIG/MAG – keevitus
gaaside segus.
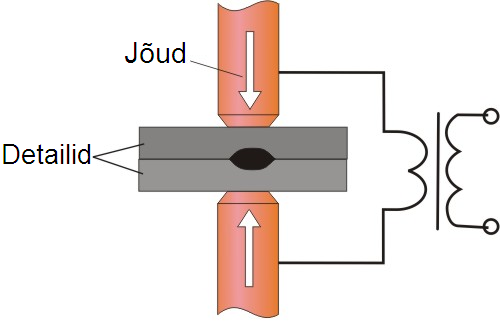
Kontaktkeevitus
Kontaktkeevituse puhul juhitakse keevitatavatest detailidest läbi
elektrivool ning samaaegselt surutakse need kokku kuni plastse
deformatsiooni tekkeni.
Enamlevinud kontaktkeevituse liigid:
·
punktkeevitus
– detailid liidetakse üksikutes piiratud pindalaga kontaktkohtades;
·
joonkeevitus
– pidev õmblus saadakse jadamisi ühendatud üksteisega kattuvate
punktide abil. Elektroodina kasutatakse rulle, mis avaldavad
detailidele surve ning pööreldes nihutavad neid edasi.
Punktkeevitus. Allikas: http://www.welding.su
Plasmakeevitus
Plasmakeevitus jaguneb:
·
plasmakaar
– kasutatakse nii keevitamiseks kui ka lõikamiseks ja
pealesurumiseks. Seejuures peab töödeldav materjal juhtima elektrit.
·
plasmajuga
– kasutatakse peamiselt kuumutamiseks ja elektrit mittejuhtivate
materjalide keevitamiseks.
Plasma tekitamiseks süüdatakse plasmatronis elektrikaar, misjärel
juhitakse kaaresambale gaas. Gaas läbib samba ja väljub põletist
kõrge temperatuuriga plasmana. Plasmat moodustavate gaasidena
kasutatakse lämmastiku, argooni, vesiniku, heeliumi, hapniku ja
nende segusid.







 Käsikaarkeevitus
Käsikaarkeevitus