Tõmbeteim
Tõmbekatse tehakse tõmbemasinal, mis võivad olla mehaanilised või hüdraulilised. Mehaanilised masinad arendavad jõudu F=2500 N...50.104N, hüdraulilised masinad veelgi enam (joon.1.3).

Metallide katsetamisel kasutatakse põhiliselt silindrilist proovikeha (joon. 1.4. a.), lehtmaterjalide ja pastidede katsetamisel ka lameproovikeha (joon. 1.4. b.).Silindrilise normaal proovikeha mõõdud on pikkus l 0 = 200 mm ja läbimõõt d 0 = 20mm.

a - silindriline, b – lameproovikeha
Proovikeha kinnitatakse tõmbemasinasse. Suurendades masina abil pidevalt proovikehale mõjuvat tõmbejõudu F, proovikeha pikeneb ja lõpuks kätkeb. Katse kestel on proovikehal märgata mitmesuguseid muutusi. Sõltuvust tõmbejõu ja proovikeha pikenemise vahel iseloomustavad tõmbediagrammid (joon. 1.5. a ja b). Tõmbemasin joonestab diagrammi teljestikus, mille vertikaalteljel on proovikehale mõjuv tõmbejõud F [N ] või tõmbepinge R [N/mm2 ] ja vastavalt horisontaalteljel proovikeha tegelik ehk absoluutne pikenemine L [mm] või suhteline pikenemine A %.

Voolamist registreeritakse tõmbemasina dünamomeetril (osuti seisatab hetkeks). Peale selle näeme, et proovikeha keskosa tuhmub. Seda põhjustavad proovikeha pinnale tekkinud mikropraod nn.Tšernov- Lüdersi jooned (joon. 1.6 a).
Tõmbetugevuspiir e. tõmbetugevus sb, mis vastab maksimaalsele jõule fb (Fmax), arvutataks

Haprad materjalid purunevad kohe pärast tõmbetugevuse saavutamist, ilma olulise jääv- deformatsioonita (joon. 1.5 a, kõver 3). Plastsete materjalide korral koondub tõmbetugevusest 5e alates deformatsioon ühte kõvera lõiku BC (joon. 1.5 a.): katsekehal moodustub käel - ristlõike pindala väheneb (joon 1.6. b).
a) tõmbetugevus Rm, see on maksimaaljõule Fm vastav mehaaniline pinge(Joon 2.3).
Rm = Fm/S0,
kus Fm - maksimaaljõud,
S0 - teimiku algristlõikepindala.
b) voolavuspiir ReH (ülemine) ja ReL (alumine) (joon 2.3):
ReH - pinge väärtus, mille saavutamisel esmakordselt täheldatakse jõu vähenemist,
ReL- - pinge madalaim väärtus plastsel voolamisel
c) tinglik voolavuspiir Rp - pinge, mille juures jaakpikenemine saavutab etteantud vaartuse protsentides, naiteks 0,2% - tahis Rpo,2.


Joonis. 2.3. Tõmbediagrammid. a - plastne materjal, b - habras materjal
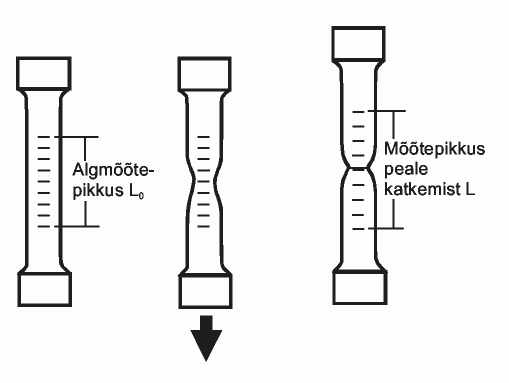
Joonis. 2.4. Katkevenivuse määramine
Plastsusnaitajatest maaratakse katsetamisel tombele (sele 1.4):
a) katkevenivus A%

kus L0 - teimiku algmootepikkus,
L - teimiku loppmootepikkus parast purunemist;
b) katkeahenemin Z%

kus S0- teimiku algristldikepindala,
S -teimiku minimaalne ristldikepindala katkemiskohas
Kuna tõmbeteimil koormamise käigus teimiku ristlõige väheneb, siis sel teel saadud voolavuspiiri Rp, eriti aga tugevuspiiri Rm vaartused ei kajasta tegelikke pingeid. Tegelikud pinged erinevad seda enam, mida plastsem on materjal. Kui habraste materjalide korral võib Rm vaartusi vaadelda materjali tugevuse näitajatena (katkeahenemine Z on vaike), siis plastsete materjalide korral vdib tugevus¬piiri Rm käsitleda kui vastupanu margatavale plastsele deformatsioonile.

siis plastsete materjalide korral võib tugevuspiiri sb vaadelda kui vastupanu märgatavale plastsele deformatsioonile (joon. 1.6. b).
Tõmbekatse on põhiline tugevuskatse. Tõmbetugevuse ob alusel saab küllaltki täpsuselt hinnata ka materjali vastupidavust teistele deformatsioonidele. Seepärast tehakse metallide surve- , painde- ja väändekatse siis, kui on tegemist väga vastutusrikka konstruktsiooniga, kus detail nimetatud deformatsioonidel töötab (näiteks turbiinivõlli, sillatala, suure võimsusega ülekande hammasratta materjal).
Lääne standardite, Saksa DIN 50145 (ISO 82) järgi määratakse tõmbeteimiga järgmised tugevus näitajad:

Tabelis 1.3 Ik33 on tõmbeteimiga määratavate suuruste tähised ja ühikud Vene ja Lääne standardite
järgi.
Licensed under the Creative Commons Attribution Non-commercial Share Alike 3.0 License