Terase pinna termiline töötlemine
1. Pindkarastamine gaasipõletileegiga kuumutamisel (3100
°C - 3200°C) - 4 ÷ 6 mm sügavuselt.
2. Pindkarastamine kontaktkuumutamisel sügavus 2 ÷ 3 mm.
3. Pindkarastamine elektrolüüdis kuumutamisega.
4. Tsementiitimine s.o. terasdetailide pinnakihi rikastamine süsinikuga. Terasest detailid kuumutatakse koos karbonaatoriga (puusüsi ja süsihappe soolad) hermeetilises raudkastis 930°-950°C juures 5-15 tundi. Tsementiititud pinnakihi paksus saavutatakse 0,5 - 2,5 mm süsiniku sisaldusega ~ 1%. Aeglasele jahutamisele järgneb detailide normaliseerimine, karastamine ja noolutamine. Kõvadus pinnakihil 60 - 64 HRC.
5. Nitreerimisel rikastatakse detaili pinnakihti 0,2 ÷ 0,6 mm sügav lämmastikuga – ammoniaagis 500° ÷ 600°C juures. Suurendab pinnakihi kulumis- ja korrosioonikindlust, väsimustugevust ja kõvadust kuni 70 HRC. Puuduseks on protsessi kestvus 24 ÷ 60 tundi.
6. Difuusne metalliseerimine
· alitreerimine olenevalt menetlusest (pulbris, vedelas või gaasilises keskkonnas) saadakse 4 kuni 10 tunni jooksul kuni 0,4 mm paksune A1-ga rikastatud kiht.
· difuusne kroomimine 7 - 8 tundi d = 0,1 - 0,35 mm kroomitakse tööriistu: puurid, kaliibrid, mutrivõtmed jne. Suureneb kulumis-, korrosiooni- ja kuumuskindlus.
Ka malmide juures rakendatakse kõiki termotöötluse protsesse:
1) sisepingete vähendamiseks;
2) struktuuri ühtlustamiseks ja
3) kõvaduse reguleerimiseks.
Kuumutus- ja jahutamiskiirused tunduvalt pikema kestvusega kui teraste puhul, malmis ebaühtlase soojuse ülekande tõttu.
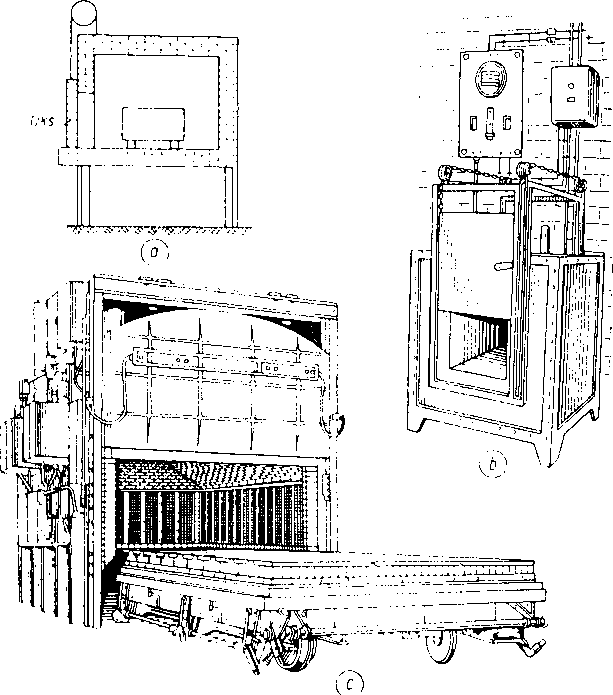
a - leekahi; b - liikumatu põhjaga elektriahi; c - liikuva põhjaga elektriahi.
..png)
l - kuppel; 2 - põhi; 3 - tooted; 4 - muhvel; 5 - liivsegu; 6 - elektriküttekehad.
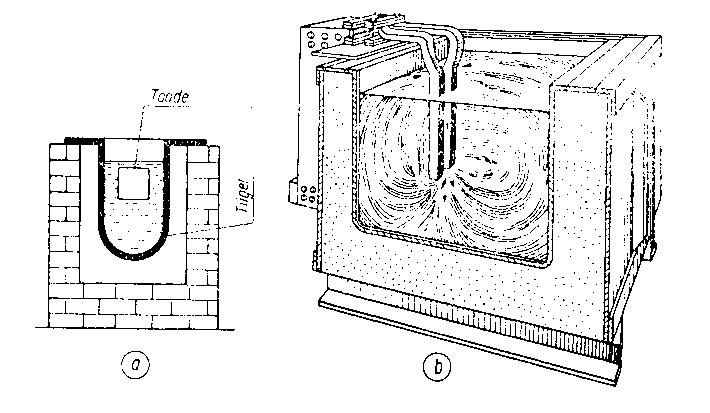
a - leekahi; b - elektriahi.
Kuumutamistemperatuuri jälgitakse
1) termomeetritega ... 400°C (elavhõbe, piiritus) 100 ... 150°C,
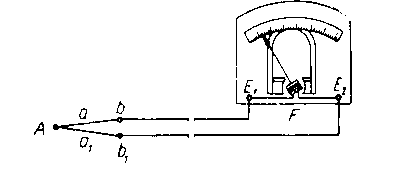
2) termoelektriliste püromeetritega (joon. 4.6),
3) optilise püromeetriga (joon. 4.7) ja
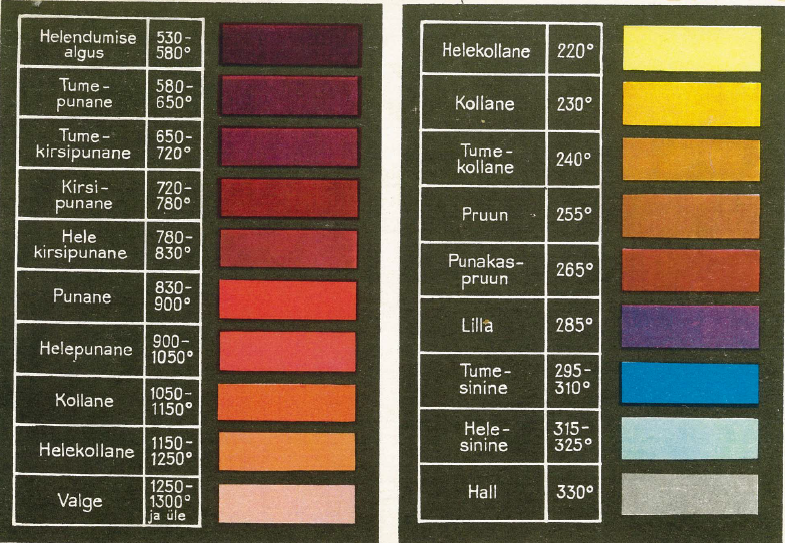
4) hõõg värvuste järgi (joon. 4.8).
Licensed under the Creative Commons Attribution Non-commercial Share Alike 3.0 License