10.2 Средний уровень (Control level)
На этом уровне находятся
управляющие устройства – программируемые контроллеры ПЛК (PLC), промышленные
компьютеры ПК (IPC), связанные с датчиками и
исполнительными механизмами непосредственно линиями связи или через
промышленные шины, образуя распределенную систему управления (DCS). Они
используются для управления объектами технологического процесса.
устройство, предназначенное для
выполнения алгоритмов управления, записанных пользователем в виде программы в
память контроллера. Принцип работы ПЛК заключается в сборе и обработке данных
по программе пользователя с выдачей
управляющих сигналов на исполнительные устройства. Программируемые
логические контроллеры(Рrogramable Logic Сontroller) применяются для решения задач автоматизации от управления несложными
комплексами (автоматическими линиями, сортировки, разлива, упаковки, управление
насосами, управление дверьми и воротами, системы обогрева и вентиляции, системы
безопасности и сигнализации и др.) до решения
задач автоматизации любой степени сложности с использованием мощных контроллеров или промышленных
компьютеров объединённых в единую систему
. Промышленный ПК ( Industrial Personal Computer, IPC)
предназначен для pаботы в производственных
условиях в режиме реального
времени, т.е. при возникновении какого-то случайного события должен
незамедлительно реагировать на него, также отличается от обычного способностью длительно работать в условиях повышенной вибрации,
загрязнённости, перебоев в электропитании, в тяжелых температурных режимах. Поэтому должны иметь минимум
движущихся частей, а желательно вообще обойтись без них, поэтому в последнее
время жёсткие диски активно заменяются на SSD накопители, вентиляторы не
применяются, и тепло отводится на наглухо закрытый корпус-радиатор, из-за чего
стараются применять процессоры с минимальным TDP (thermal design power- предельно потребляемая
мощность). Должны быть снабжены устройствами сопряжения с
различными периферийными устройствами ( сканеры, панели HMI и др.), иметь сторожевой таймер (watchdog), позволяющего
машине самостоятельно перезагружаться при зависании.
Управляющие контроллеры и компьютеры выпускают много таких известных мировых
фирм, как SIEMENS, OMRON, MITSUBISHI,
ROCWELL AUTOMATION, SNEIDER ELECTRIC, ABB и др.
Примеры приведены на Рис. 40

Рис. 40
Разновидности промышленных контроллеров и компьютеров.
Источник: http://old.automation-drives.ru/as/products/pc_based/ipc/
Структурная
схема Рис. 41 показывает из каких модулей состоит контроллер и которые
связаны между собой системными шинами. К клеммам входного модуля подключаются кнопки управления (''Старт'' ,''Стоп''
, ''Реверс'' и др.) и датчики измеряющие параметры в обьекте управления
(температура, давление, расход и др.). Сигнал с датчика может быть бинарным (0,
1) или цифровым в виде последовательности импульсов. Если сигнал датика
аналоговый, то датчик подключают через добавочный модуль или встроенный модуль,
преобразующий аналоговый сигнал в цифровой- АЦП. Микропроцессорный модуль ( CPU- Central Processor Unit) состоит из микропроцессора и
памяти. Процессор организует и согласует работу всех модулей контроллера,
производит логические и арифметические операции над переменными, получаемыми от
входного модуля и записанными в память, обеспечивает операции коммуникации
контроллера с внешними устройствами через сетевой интерфейс.
Память контроллера секционирована, т.е
разделена на области для различных переменных, что упрощает его
программирование.
К клеммам выходного модуля
подключаются исполнительные механизмы ( реле, контакторы, электро- пневмо-
гидроприводы, сигнальные устройства и др.)
Выходные сигналы могут быть
бинарными или цифровыми. Если для управления ИМ нужен аналоговый сигнал, то
применяют цифро- аналоговый преобразователь ЦАП.
Блоки расширения подключают в том случае, если нужно увеличить число входов и выходов для управления большим числом параметров. Сетевой интерфейс связывает контроллер, через промышленные шины, с другими устройствами автоматизированной системы. Модем применяют при осуществлении беспроводной дистанционной связи с внешними устройствами. С помощью компьютера, который подсоединен к контроллеру через устройство связи УС, в память контроллера записывается программа пользователя с алгоритмом, описывающим процесс управления управляемым технологическим обьектом.
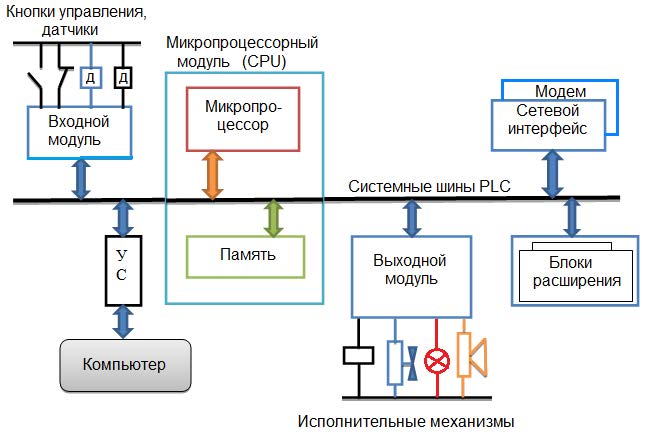
Рис. 41 Структурная схема
контроллера (рисунок автора).
Контроллер работает циклически и его рабочий цикл (цикл сканирования) разделён на фазы, которые выполняются последовательно. Пройдя все фазы, цикл повторяется и число циклов в секунду зависит от скорости процессора и длины программы. Для разных контроллеров число фаз цикла может быть разным. На Рис.42. показаны фазы для контроллера SIMATIC.
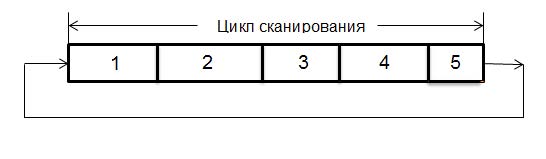
Рис.42. Цикл
сканирования (рабочий цикл) программируемого контроллера (рисунок автора).
Фазы цикла сканирования:
1.Чтение входов(
сигналы с датчиков): PLC копирует
состояние физических входов в регистр входов, в памяти входов формируется
цифровой образ процесса.
2.Выполнение
логики управления в программе пользователя: процессор выполняет команды программы
и сохраняет промежуточные значения в различных областях памяти. Новые состояния
выходов записываются в регистр выходов.
3.Обработка
коммутационннх запросов на обмен данными: процессор выполняет все задачи,
необходимые для обмена данными.
4.Самодиагностика
CPU: процессор проверяет физическое состояние блоков
контроллера, напряжение в блоке памяти, время выполнения отдельных приказов, а
также контролирует события, связанные с ходом выполнения кадра сканирования.
5.Запись в
выходы: Значения, хранящиеся в регистре
выходов образа процесса, записываются в физические выходы, обеспечивая
передачу управляющих команд на исполнительные механизмы.
Длительность цикла сканирования зависит от скорости процессора, количества задействованых входов и выходов, от длины программы. Если смена состояния одного или нескольких входов произойдёт в течении цикла сканирования и длительность импульса с датчика, фиксирующего смену состояния датчика, будет короче цикла, то PLC может не среагировать на него. Для исключения этого, например, в контроллерах SIMATIC имеется функция – ´"Регистратор импульсов" (Pulse Catch Bits - Биты регистратора импульсов), которую можно включить в системном блоке. Если функция "Регистратор импульсов" активизирована для некоторого входа, то изменение сигнала на этом входе фиксируется и удерживается, пока не произойдет обновление данных в следующем цикле. Таким образом время реакции контроллера (время от возникновения входного сигнала до момента активизации выхода) не превышает длительности одного цикла сканирования. Это поясняет Рис.43.
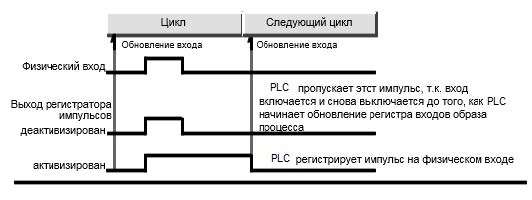
Рис.43 Работа PLC с деактивированным и
активированным регистратором.
Источник:
SIEMENS SIMATIC Программируемый
контроллер S7-200 Системное руководство.
При контроллера учитываются его технические,
эксплуатационные и потребительские характеристики. Технические и эксплуатационные характеристики задаются
техническими условиями и требованиями конкретного производства, а они являются
определяющими. Выбрав по ним подходящие контроллеры, оценивают потребительские
свойства, которые показывают соотношение показателей
затраты/производительность/ надежность . Методика выбора контроллера по
оценочным критериям приведена на Рис. 44.
Для одних потребительских свойств их увеличение (>) , а для других их уменьшение (<) является положительным, это надо учитывати при выборе, так как эффект их влияния различен, а то и противоположен, т.е. уменьшение одного приводит к увеличению другого и, при сопоставлении, делают оптимальный выбор.
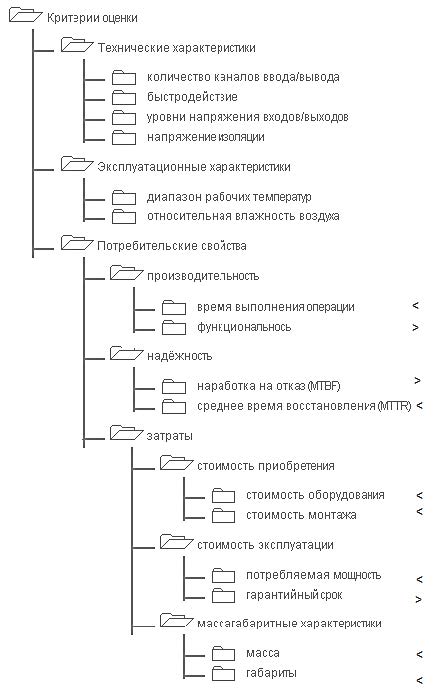
Рис. 44 Критерии оценки программируемых контроллеров.
Источник: http://www.asutp.ru/?p=600073
Так как
контроллеры непосредственно управляют технологическим процессом, то отказ в их
работе может привести к нарушению хода процесса, экономическим потерям, а то и
трагическим последствиям, поэтому во избежание этого, должны выполняться
определённые требования по технике безопасности.
Требования к
аппаратной части
1.Выдерживать
условия эксплуатации (температура, влажность, запылённость, механические
нагрузки). Современные промышленные
контроллеры могут работать в температурных условиях от 0 до 65 °С, при
влажности до 95-98% и большой запылённости.
2.Надежность.
Наработка на отказ до 10-12 лет. .
3.Возможность
полного аппаратного резервирования. Особенно для сложных производсв, где
отказоустойчивость критична (химия, нефтехимия, металлургия и др.).
4.Монтаж и
подключение контроллера должен быть выполнен качественно и только квалифицированным персоналом, имеющим
соответствующие допуски. Ошибки во внешних электрических цепях контроллеров, некорректный расчет
устройств питания и силовых блоков, некачественное заземление, неправильно
выполненная система аварийного отключения, отсутствие защиты механических узлов
и прочие нарушения правил монтажа могут привести к тяжелым последствиям.
5.Возможность обеспечения
бесперебойного питания на случай выхода
из строя сети питания контроллера.
6.Возможность
отключения с блокировкой оборудования и программы.
Требования к
программному обеспечению
7.Применять
программное обеспение производителя обеспечивающее требования безопасности на
данном производстве. Программа управления должна быть составлена грамотным
специалистом. Ошибки в прикладном
программном обеспечении PLC способны приводить к потере синхронности работы
механизмов, что может стать причиной их поломки или привести к травмам
обслуживающего персонала. Правильно спроектированная система должна содержать
элементы блокировки, исключающие такую возможность и выявление ошибок
автоматически должно сопровождаться
переводом технологического оборудования в безопасные состояния.
1.Системы повышенной надежности (H-системы) - резервированные системы.Суть построения H-системы в принципе горячего резервирования с поддержкой безударного автоматического переключения на резервный базовый блок в случае отказа ведущего базового блока. В нормальном режиме оба базовых блока находятся в активном состоянии и синхронно выполняют одну и ту же программу и синхронно формируют управляющие воздействия, но эти воздействия выдаются через модули вывода только из ведущего блока. В случае возникновения отказа все функции управления принимает на себя исправный блок контроллера.

Рис.45. Резервированная
система: S7-400H
Источник: http://old.automation-drives.ru/as/products/simatic_s7/hf_systems/
Резервированные
системы автоматизации (H-системы) повышают надежность функционирования системы
управления и снижают вероятность остановки производства.
2.Системы повышенной безопасности (F-системы) Программируемые контроллеры повышенной безопасности (F-системы) предназначены для построения систем безопасного управления, в которых возникновение отказов не влечет за собой появление опасности для жизни обслуживающего персонала и не приводит к загрязнению окружающей природной среды. Эта система обеспечивает повышенную надежность функционирования автоматики безопасности за счёт резервирования; при возникновении отказов приводит к переводу технологического оборудования в безопасные состояния и остановке производственного процесса. Реализация функций безопасного управления поддерживается программами безопасного управления (F- программами) центральных процессоров, а также специальными сигнальными модулями (F-модулями), позволяющими создавать различные конфигурации систем ввода-вывода.

Рис. 46.
S7-400F: система безопасного управления
Источник: http://old.automation-drives.ru/as/products/simatic_s7/hf_systems/
Стандартные функции связи и
функции F-связи между программируемым контроллером и станциями распределенного
ввода-вывода ET 200M реализуются через сеть PROFIBUS-DP. Для передачи данных
F-систем в сети PROFIBUS используется специальный профиль PROFISafe.
На основе программируемых контроллеров S7-400®F/FH и
S7-300®Fмогут создаваться системы безопасного управления, отвечающие
требованиям:
-Классов AK1 … AK6 по DIN V 19250/ DIN V VDE 0801*.
-Классов SIL 1 … SIL 3 по IEC 61508*.
-Категорий 1 … 4 по EN 954-1*.
1. Назовите основные функции
уровня управления.
2. Применение PLC
и его особенности.
3. Особенности промышленных компьютеров(IPC) по сравнению с обычными.
4. Рабочий цикл контроллера, его составляющие и
длительность.
5. Что такое время реакции контроллера.
6. По каким характеристикам выбирается
контроллер.
7. Перечислите требования по ТБ к аппаратной
части контроллера.
8. Требования по ТБ к программной части
контроллера. Что такое Н – системы и F – системы.