Вариант 2
Задание.
Установив деталь в
приемник, тестирующий модуль определяет материал и цвет детали.
Если деталь из металла или
черная, то после нажатия кнопки START подъемник поднимает деталь наверх и
выталкивает деталь цилиндром 2A. Цилиндры задвигаются в обратном порядке: цилиндр
2A и затем цилиндр 1A.
Если деталь из
пластмассы и красная, то после установки в приемник и нажатия кнопки START лампа
H3 начинает мигать. Лампа гаснет, нажав кнопку S2.
Индикатор кнопки START (H1) горит, если достигнута
исходная позиция приводов.
Индикатор кнопки RESET (H2) горит, если не достигнута
исходная позиция приводов. Нажав кнопку RESET двигаются все цилиндры в исходную
позицию.
Цилиндры 3A и 4A и их
датчики не используются в управлении.
Пояснение. Схема управления содержит конфликты сигналов.
Для устранения конфликтов используют способ маркировки
действий (или групп) с помощью меркеров (флагов). Для этого по специальному
алгоритму разбивают весь процесс на группы и присваивают каждой группе свой
меркер. Все действия внутри группы связаны логикой AND с соответствующим
меркером.
В самом простом случае меркер присваивают каждому шагу
устройства. Количество битовых меркеров определяется количеством шагов работы
устройства. Например, для 8 шагов можно использовать переменную память: от
M10.0 до M10.7.
Адреса и символы переменных.
Таблица 4. Добавить адреса переменных.
|
№ |
Символ |
Адрес |
Комментарий |
|
Входы |
|||
|
1 |
S1 |
|
START. Включает одиночный или автоматический режимы, в
зависимости от положения кнопки S3 |
|
2 |
S2 |
|
STOP. Устройство завершает выполнение рабочего цикла до
достижения исходной позиции |
|
3 |
S4 |
|
RESET. Приводит устройство в исходную позицию. |
|
4 |
1B2 |
|
Подъемник 1A, нижняя позиция |
|
5 |
1B1 |
|
Подъемник 1A, верхняя позиция |
|
6 |
2B2 |
|
Цилиндр 2A исходная позиция |
|
7 |
2B1 |
|
Цилиндр 2A выдвинутая позиция |
|
8 |
B5 |
|
Индуктивный датчик |
|
9 |
B6 |
|
Емкостной датчик |
|
10 |
B7 |
|
Световой датчик |
|
Выходы |
|||
|
1 |
1Y1 |
|
Переносит деталь вверх |
|
2 |
1Y2 |
|
Переносит деталь вниз |
|
3 |
2Y1 |
|
Выталкивает деталь |
|
6 |
H1 |
|
Индикатор кнопки START. Достигнута исходная позиция
приводов |
|
7 |
H2 |
|
Индикатор кнопки RESET. Не достигнута исходная позиция
приводов |
|
8 |
H3 |
|
Мигает в аварийном режиме |
|
Переменные (M) |
|||
|
1 |
Init_Pos |
M0.1 |
Активен, если привода находятся в исходной позиции |
|
2 |
Металл |
M0.2 |
Деталь из металла |
|
3 |
Красная |
M0.3 |
Деталь из пластмассы красная |
|
4 |
Черная |
M0.4 |
Деталь из пластмассы черная |
|
5 |
|
MB10 |
Служит для исключения конфликтов сигналов |
4.1 Структура программы управления.
Таблица 5. Структура программы управления.
|
№ |
Адрес |
Пояснение |
|
1 |
OB100 |
Стартовый блок B100 выполняется однократно при включении режима RUN.
В этом блоке все выходы и переменные устанавливаются в исходную позицию. |
|
2 |
OB1 |
Организационный блок. Вызов рабочего блока FC1 и блока
сброса FC2. |
|
3 |
FC1 |
Рабочий блок. Управление устройством. |
|
4 |
FC2 |
Сбрасывает все переменные Q и M при нажатии кнопки S4. |
4.2 Стартовый блок
B100 (такой же, как и в п. 3.3).
4.3 Блок сброса FC2. Приводит устройство в исходную
позицию.
Подобно стартовому блоку: устанавливает все переменные
(выходы Q и переменные М) в исходную позицию путем сброса состояния всех
электромагнитов и переменных на «0» с помощью операции RESET, RESET_BF или MOVE
без условий.
При этом подъемник необходимо отдельно направить в
исходную позицию, т.к. пневматическая схема пневмораспределителя (5/3): set 1Y2
и Reset 1Y2.
4.4 Организационный блок OB1.
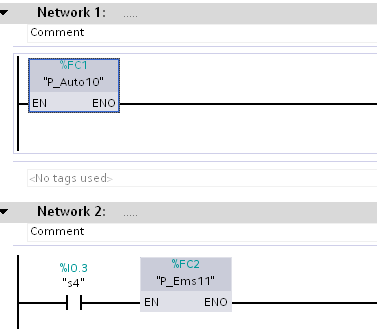
Рис. 8. Вызов блоков из основной программы.
4.5 Последовательность движений
Таблица 6. Закончить
таблицу.
|
№ |
Переменная |
Действие |
Условия |
|
1 |
|
Определение материала и цвета детали |
Если достигнута исходная позиция Init_Pos=1
and START |
|
2 |
|
Горит лампа H2 |
Если не достигнута исходная позиция: Init_Pos=0 |
|
3 |
|
Горит лампа H3 |
Если деталь Красная |
|
4 |
M10.0 |
Подъемник 1А вверх |
(Металл or Черная) and START and Init_Pos |
|
5 |
M10.1 |
Выталкивающий цилиндр 2А выталкивает
деталь |
Подъемник в верхней позиции1B1 and М10.0 |
|
6 |
M10.2 |
Выталкивающий цилиндр 2А задвигается |
Выталкивающий цилиндр выдвинут 2B1 and М10.1 |
|
7 |
M10.3 |
Подъемник 1А вниз |
Выталкивающий цилиндр задвинут 2B2 and М10.3 |
|
8 |
M0.4 |
Выключить M10.3, Металл,
Черная, |
Достигнута исходная позиция Init_Pos=1 and М10.3 |
4.6 Рабочий блок FC1. Аналитическое описание.
Init_Pos
M0.1=1, если 1B2 and 2B2
H1
H1=1, если Init_Pos
H2
H2=1, если no Init_Pos
H3
set H3, если S1 and Красная and Init_Pos
reset H3, если S2
Металл
Set
M0.2 , если S1
and B5 and B6 and B7
reset M0.2,
если M10.4
Красная
M0.3=1, если S1
and noB5 and B6 and B7
Черная
Set
M0.4, если S1 and noB5 and B6 and noB7
reset M0.4,
если M10.4
M10.0
set M10.0 , если (Металл or Черная) and S1 and Init_Pos
reset M10.0,
если M10.1
M10.1
set M10.1 , если 1B1 and M10.0
reset M10.1,
если M10.2
M10.2
set M10.2 , если 2B1 and M10.1
reset M10.2,
если M10.3
M10.3
set M10.3 , если 2B2 and M10.2
reset M10.3, если M10.4
M10.4
// Кратковременный сигнал для выключения М0.3, Металл,
Черная
M10.4=1 , если Init_Pos and M10.3
Подъемник 1A.
Т.к. пневматическая схема
пневмораспределителя (5/3), то необходимо управлять обоими электромагнитами
одновременно.
Подъемник
1A вверх (set 2Y1, reset 2Y2), если M10.0
Подъемник 1A вниз (reset 2Y1, set 2Y2), если M10.3
Цилиндр
2A // Выталкивает деталь наверху или внизу (Красная)
Цилиндр 2A выдвигается (set 2Y1), если
M10.1 or M0.3
Цилиндр 2A задвигается (reset 2Y1), если
M10.2 or 2B1
4.7 Написать программу, загрузить и проверить в работе.
Ошибки исправить.