Tehnoloogia
Esimesed jugatrükiseadmed võeti kasutusele juba möödunud sajandi kuuekümnendatel aastatel. Nendes kasutati pideva joaga trükipead. Pidevaks jugatrükiks nimetatakse protsessi seetõttu, et trükipea pidevalt tulistab tindipiisku paberi suunas, See saavutatakse tänu düüside pidevale vibratsioonile. Vibratsiooni tekitab näiteks piesoelement. Kui tilgad jõuaks paberile, siis nad kataks pidava pinnana paberi. Mingit kujutist paberile ei tekiks. Selle tõttu paberini peavad jõudma need tilgad, mis on vajalikud kujutise loomiseks. Ülejäänud tilgad aga on tootmisjäätmed.
Selleks, et tilgad oleks juhitavad antakse neile elektriline laeng. Edasi lendavad tilgad mööda süsteemist, mis kõrglaengut luues muudavad tilga trajektoori. Seega muutes elektrivälja pinget on võimalik valivalt muuta osade tilkade liikumissuunda. Tilk kas satub paberile, kui ka vajaduse korral satub tindi kogumissüsteemi. Kogumissüsteemist aga tint satub tagasi reservuaari.
Pideva joaga trükisüsteemide põhilised näitajad on järgmised:
1. Tagatakse väga suur tootlikus - 50 000 ja kuni 150 000 tilka sekundis.
2. Kasutatakse vaid elektrit juhtivaid tinte.
3. Konstruktsioon sellistel seadmetel on suhteliselt keeruline kuna kasutatav tint on küllaltki kallis.
4. Trükikiirus pole nende seadmete puhul eriti kõrge.
5. Vahe paberi ja trükipea vahel on küllaltki suur.
Pideva joaga jugatrüki suurimaks plussiks on väga kõrge trüki kvaliteet. Pole võimalik eristada tilkade jälgi paberil. Kuid kvaliteedi eest tuleb maksta trüki väikese kiirusega. Samuti on ekspluatatsioonikulud selle trükiviisi puhul suuremad. Selle trükiviisi puhul trükitav materjal asub silindril, mis pöörleb suure kiirusega. Küllaltki suure trükipea liikumine toimub piki silindrit. Kujutis tekib trükipea ühekordse liikumise tulemusena. Selline seade nõuab kindla formaadiga paberi kasutamist.
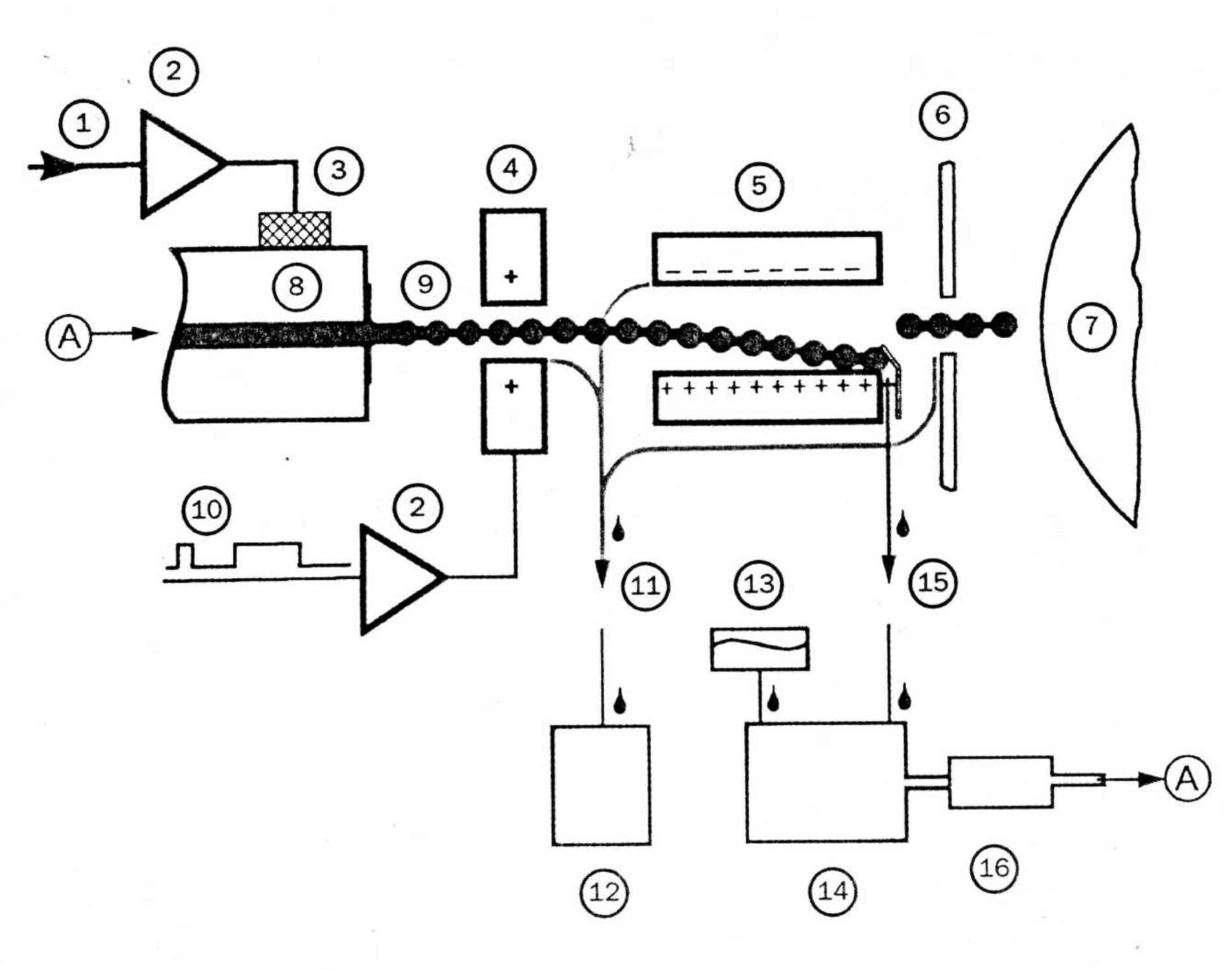
Pideva jugatrüki skeem seadmel DuPont Cromalin Digital Water Proof
1. Elektroonsed impulsid tilkade eraldamiseks
2. Impulsi suurendaja
3. Tilkade loomise blokk
4. Pinget loov seade
5. Kõrvalekallet loov seade
6. Suunav plaat
7. silinder trükitava kujutisega
8. Düüsid
9. Tindijuga
10. RIP-i andmed
11. Kaotatud tilgad
12. Kaotatud tinti koguv mahuti
13. Tindi mahuti
14. Retsirkulatsiooni blokk
15. Kõrvale kallutatavad tilgad
16. Tindipump
Termiline jugatrükk
Esmalt oli arutite väljendivõimalusteks ainult maatriksprinter. Ühe asendusvõimalusena alustati katseid jugatrükiga. Termilise jugatrüki tehnoloogia arendamisega hakkasid tegelema üheaegselt nii firmad Canon kui ka Hewett - Pakard. Esimene jugaprinter töötati Hewtt-Packardi poolt välja 1985 aastal ja sai nimeks ThinkJet.Need kaks firmat omavad praegu enamikke patentidest termilisele jugatrükile. Nende käes on ka enamus maailmaturust.
Alles 1990 aastateks saavutati jugatrükis küllaldane trükiste kvaliteet. Hilisematel aastatel on termilise jugatrükiga laialdaselt hakanud tegelema ka firma Lemark.
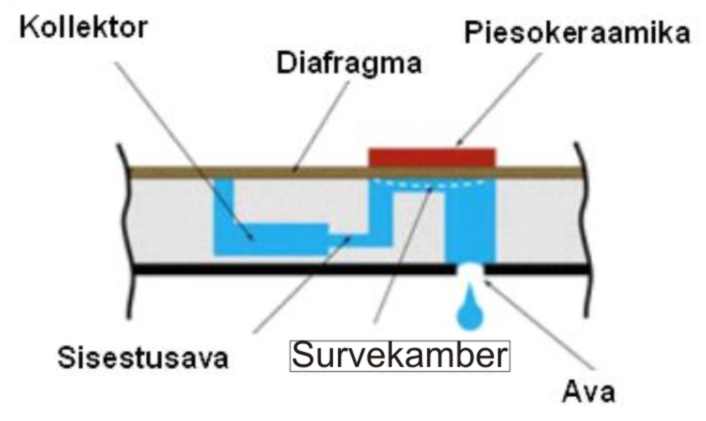
Nagu on näha meetodi nimetusest on trükiviisi põhimõtteks elektrivoolu mõjul trükiks kasutatava tindi temperatuuri tõstmine väga väikese ajavahemiku jooksul. Temperatuuri tõstmine tagatakse soojenduselemendiga, mis asub spetsiaalses ruumis. Osa tindi aurustumise tõttu suureneb rõhk ja läbi väikese düüsi surutakse välja väga väike tinditilk. Sekundi murdosade jooksul võib see protsess uuesti korduda.
Tindi väljasurumise termiline süsteem
Trüki kvaliteet, kiirus ja seadme efektiivsus olenevad paljudest näitajatest. Kuid peamine on kambri kuju ja düüsi suurus. Väga palju oleneb ka nende seadmete valmistamise kvaliteedist.
Tänapäeval on tindiprinterid võimelised trükkima ühte punkyi mitu tilka. Ühes punktis võib olla kuni kaheksa erinevat värvitooni. Nendeks toonideks on valge, must, helesinine, kollane, punane, roheline ja sinine värv. Ülejäänud toonid luuakse kui pooltoonid kasutades rastreerimist
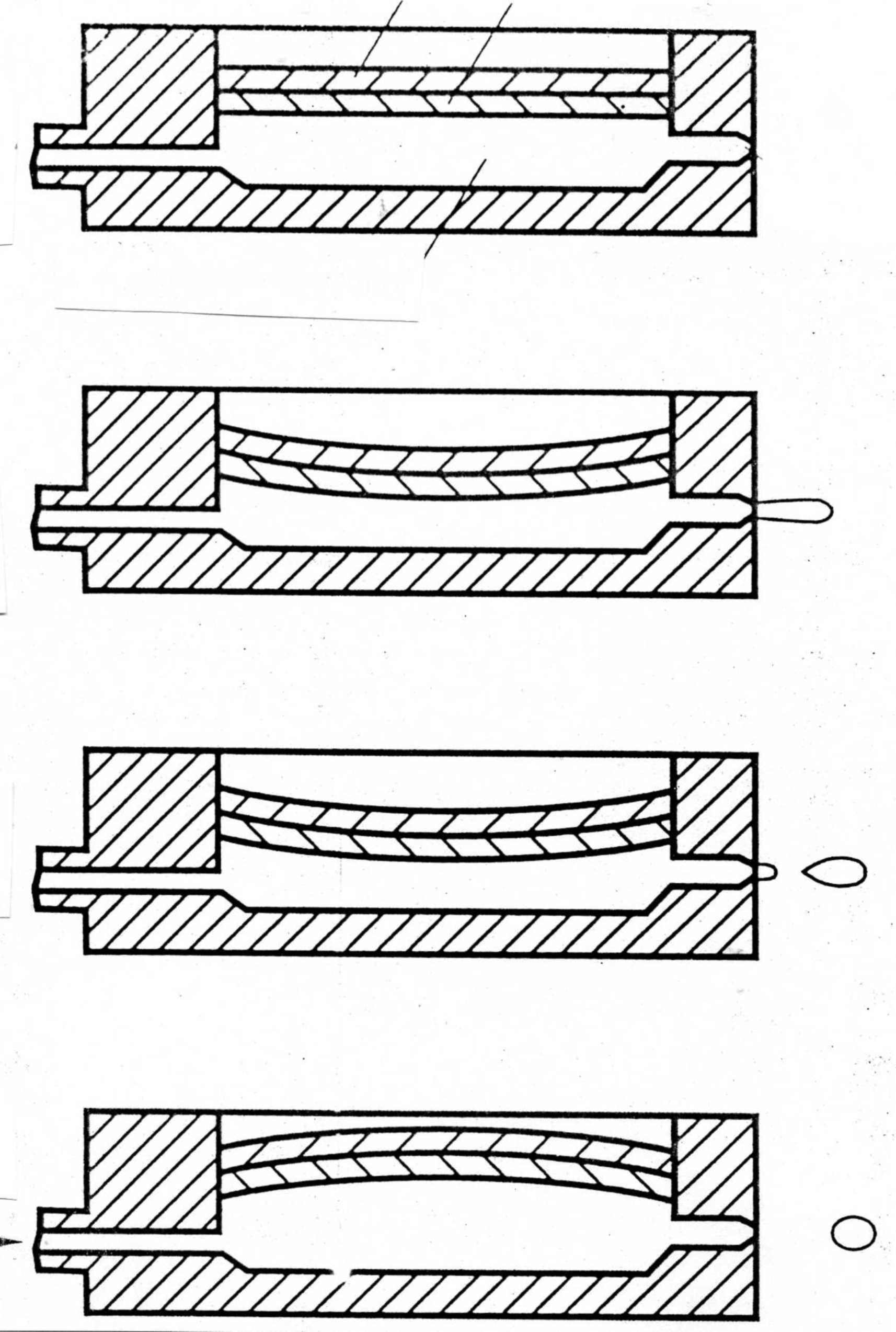
Termilise joa mehaaniline loomine
Esimene samm - üleliigse surve loomine.
Termilise joa loomine algab värviampullis. Elektriline impulss loob soojenduselementidel soojuslaine. Selle suurus on kuni kaks miljardit vatti ühe ruutmeetri kohta. See on ligi 10 korda suurem, kui soojusenergia, mida saadab maailmaruumi päike. Õnneks soojusimpulsi loomise aeg moodustab vaid kaks miljondikku sekundist. Selle mõjul aga soojuselemendi pind soeneb vaid 600°C.
Teine samm - tinditilga loomine
Kuna soenemine toimub väga kiiresti, siis tindi aurustumine toimub vaid väga väikeses osas tindist. 300°juures tindikiht aurustub ja toimub ülejäänud tindi väljatõukamine düüsist. Surveks vajalik aur aga loob väga suure suurve - 125 atmosfääri. See on ligi neli korda suurem, kui on surve bensiinimootorites. Seega on sellel tilgal väga suur energia. Tint lendab kiirusega kuni 1270 sm sekundis. Samal ajal on tilga kaal vaid 18 miljardit osa grammist.
Kolmas samm - täidame kambri.
Kambri uuesti tindiga täitumine võtab aega vähem, kui 100 miljonosast sekundist. Tint tõmmatakse sisse tänu tekkivale vaakumile. Peale selle on kaber valmis järgmiseks töötsükliks. Soojusprinterites seega üks töötsükkel võib korduda kuni 12000 korda sekundis.
Piesoelektrilised jugatrükiseadmed on välja töötatud firma Epson poolt ja kasutusele võetud alates 1993 aastast.
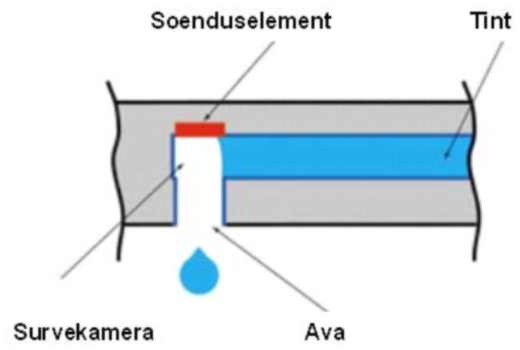
Piesotehnoloogia aluseks on mõningate tuntud kristallide võime deformeeruda elektrivälja mõjul. Sellist omadust omab laialdaselt tuntud kvartsi kristall. Seda kristalli kasutatakse nagu tindipumpa. Elektrivoolu muutumine negatiivsest positiivseks muudab survet kaameras. Tilga suurus oleneb kaamera füüsilistest omadustest ja kaamer4aga tagasiliikumise kiirusest algasendisse.
Piesotehnoloogia on väga töökindel. Selle tehnoloogia puhul ei saa trükipea olla tindiballooni osaks. Ta peab olema jäigalt kinnitatud trükiseade korpusesse. Selle tehnoloogia omapäraks on võimalus muuta tinditilga suurust. Teiselt poolt aga on vaja suurema eraldusvõime saamiseks piesopea mitmekordse liikumine ühe prindirea kohal.
Piesoelektripea tööpõhimõte.
Statsionaarne trükipea on ökonoomsuse kohalt kasulik. Teda praktiliselt pole vaja asendada, kui on vaja vahetada värvi ballooni. Kuid teiselt poolt vahetades ballooni on võimalik õhu sattumine süsteemi. Töö taastamiseks on vaja teostada paar puhastustsüklit.
Piesosüsteemides kasutatakse pigmenttinte. Need omavad suuremat kattevõimet, kuid nende kasutamisel tekib võimalus, et düüsid risustuvad.
Piesopeade valmistamine on aga omakorda lihtsam, kui soojuslike süsteemide loomine
Piesoprinterid on ette nähtud keskmise ja eriti kvaliteetsete trükiste valmistamiseks.
Piesoelektrilise trükipea konstruktsioon.
Jugatrükk kangastel
Jugatrükk on unikaalseks viisiks kujutise kandmiseks kangastele. See annab kujundajatele võimaluse luua oma sisemise vajaduse järgi , ilma et peaks mõtlema kuidas seda on võimalik tehnoloogiliselt teostada. Kuni viimase ajani kasutati analoogsete trükiste valmistamiseks kangastel siiditrükki. Jugatrükk aga võimaldab suurendada kangaste valikut väiksemate tiraažide puhul
Jugatrüki kasutamisel kangaste trükiks on kaks suunda: sisekujunduses kasutavate kangaste valmistamine ja teiseks suunaks on bannerite valmistamine. Jugatrüki kasutamist tingib vajaduse vähesus.
Esimesed jugatrükiseadmed kangastele trükiks valmistati 1998 aasta. Neid kasutati lippude valmistamiseks. Ka Tallinnas asuv Lipuvabrik kasutab lippude trükiks jugatrükki.
Ka kangaste valmistamisel on vajadus teostada kangaste proovitrükki. Seega kasutatakse jugatrükki kangaste proovipartiide valmistamiseks, mida hiljem hakatakse tootma teisel viisil.
Jugatrükis kangaste trükkimiseks kasutatakse kaheksavärvilisi trükimasinaid. Vähema arvu värvide puhul ei saavutata vajalikku värvide diapasooni.
Tekstiiltrükiks valmistavad masinaid Agfa, Reggiani, Ciba, Aprioni. Nende firmade jugatrükimasinatel loetakse sobivaks koguseks kuni 1000 m² kangast. Kangaste laius trükkimiseks on kuni 1,6 meetri ja töökiiruseks on kuni 150 m tunnis. Seadmete eraldusvõime on kuni 600 dpi
Jugatrüki eelised
Jugatrükk on suhteliselt odav trükiseade, mis kannab värvi trükitavale pinnale ilma kontaktita. Ainsaks kuluelemendiks sealjuures on vaid trükiks kasutatav tint.
Jugatrüki headeks omadusteks on:
1.Kõrge trükikvaliteet minimaalsete kulutuste juures
2.Võimalus programmeerida trükiprotsessi
3.Trükiprotsessi ühekordsus
4.Trükkimise suur kiirus
5.Trükiprotsessi suur eraldusvõime
6.Võimalus trükkida kõige erineva faktuuriga materjalidele nagu paber, plastmass, tekstiil, metall
7.Probleemide puudumine seoses trükivormi valmistamise vajadusega ja trükivormi trükikindlusega
8.Trükiprotsessi optimaalse protsessi vajadus, kasutades mitmesuguseid informatsioonikandjaid
9.Värvide kohastamise probleemide lahendamine. Kõik värvid kantakse trükitavale materjalile üheaegselt
10.Võimalus kasutada muutuvaid andmeid trükiprotsessis
11.Trükkimine toimub kontaktita
12.Trükiseadmete mõõted on võrratult väiksemad teiste trükiseadmetega võrreldes
Jugatrüki puudused
Nii nagu igal trükiviisil on võrreldes teiste trükiliikidega jugatrükil ka puudused:
1.Puuduvad värvid, mis oleks universaalsed kõigi trükimaterjalide kasutamisel
2.Värvid pole harilikult veekindlad
3.Olemasolevad seaded pole ette nähtud suurte tiraažide trükiks
4.Joonte tekkimine pindade loomisel jugatrükis. Selle põhjuseks on düüside mõõted
5.Tilkade-kaaslaste tekkimine. Need on teelt kõrvalekaldunud tilgad, mis pole sattunud ettenähtud kohtadesse.
6.Värvide säilitusaeg on lühike
Jugatrüki põhinäitajad
Trüki kvaliteet
Trüki kvaliteet jugatrükis oleneb tervest reast näitajatest. Üheks neist on tilkade mõõt. Tilkadest moodustub ju kujutis. Mida väiksemad on tilgad, seda täpsem on kujutis. Tüüpiline tilga suurus on 3-5 pikoliitrit.
Teiseks trükise kvaliteeti mõjutavaks näitajaks on kasutavate värvide kvaliteet. Tänapäeval on standardseks neljavärvitrükk. Kõrgendatud kvaliteediga trükiste valmistamiseks kasutatakse kuut ja isegi kaheksat värvi. Täiendavateks värvideks on helesinine ja hele purpurne värv. Tänu täiendavatele värvidele paraneb kujutise edasiandmine heledates toonides.
Kolmandaks kvaliteedi näitajaks on seadmete eraldusvõime. Jugatrükiseadmeis on saavutatud eraldusvõime 1440 - 2880 dpi.
Neljandaks kvaliteeti määravaks näitajaks on kasutava paberi kvaliteet. Mida parem on paberi kvaliteet, seda paremat kvaliteeti on võimalik saavutada. Jugatrüki paberitel suurendatakse paberi siledust ja vähendatakse paberi imamisvõimet.
Trükkimise kiirus
Trükkimise kiirust mõõdetetakse ajaga, mida vajatakse ühe lehekülje väljatrükkimiseks. Osadel printeritel trükikiirust määratakse ühe minuti jooksul väljatrükitud lehekülgede arvuga. Kiiremad printerid trükivad küllaltki kiiresti - kuni 20 lehekülge minutis.
Printeritel on aga mitu erinevat töörežiimi. Neid nimetatakse ökonoomseks, mustaks, normaalseks ja kvaliteetseks. Harilikult printerit iseloomustatakse ökonoomse režiimi alusel. Kuid ökonoomse trüki režiim võib olla kordades suurem kui kvaliteetse trüki puhul. See aga saavutatakse trükise kvaliteedi halvendamise arvel. Trüki kiirus oleneb samuti sellest kuivõrd lehekülg on täidetud teksti või piltidega. Trükikiiruse näitamisel arvestatakse harilikult lehekülje täituvuse %.
Printeri ressurss
Trükiseade ressursiks nimetatakse maksimaalset lehekülgede arvu, mida on võimalik trükkida enne seda kui seade ei taga küllaldast kvaliteeti. Printerite valmistajad näitavad tehnilistes andmetes oma seadmete ressurssi. Lihtsamate printerite puhul on see kusagil 10 000 tõmmise piirimail. Kallimate printerite puhul on see arv kusagil 60 000 tõmmise piirimail. Teiseks näitajaks on tõmmiste arv , mida on võimalik teostada ühe kuu jooksul. On selge, et seadme ressurss oleneb ennekõike õigest käitlemisest ja hoolitsusest.
Jugatrüki hind
Jugatrüki hind on tähtis näitaja. Tegelik hind selgub aga seade pikemaajalisel kasutamisel.
Trüki hinda tehakse kindlaks järgmiselt. Tehakse kindlaks kasutatud värviballoonide hind ja kasutatava paberi hind. Samuti võetakse teatav osa printeri maksumusest ühe tõmmise kohta.
Jugatrüki puhul on kulutused värvile ja paberile mitmekordselt suuremad, kui printeri enda maksumus
Fotorealism
Jugatrükis on välja töötatud tehnoloogia fotorealistliku kujutise saamiseks arvestades inimsilma omadusi. Inimene otsustab kujutise kvaliteedi kohta selle järgi, kuidas antakse edasi heledaid tooni. Heledate toonide edasiandmine on hariliku trüki puhul raskendatud. Heledatel toonidel eristab inimene kergemini rastripunkte. Selleks, et sellest hoiduda lisatakse trükitintide heledamad toonid eraldi trükipeadesse. Tänu sellele on võimalik anda edasi ühtlasem kujutis.
Tehniliselt saavutatakse see järgmiselt. Must värv asendatakse kolme eraldi ballooniga, milles on musta värvi kolm intensiivsuse astmega värvi (halli värvi). Koos helesinise ja roosa värviga saamegi fotokvaliteedis trükise.