Masinad plekitrükiks
Plekitrükiks nimetatakse trükkimist metallile ofsettrükis. Nimelt
valmistatakse suurt hulka toodangut plekist, millele on ofsettrükis kantud
pildid või tekst. Sellisteks trükisteks võivad olla plekist laste mänguasjad,
kandikud, suur hulk erinevaid karpe, ehitusvahtude pakendeid, konserve ja palju
muud. Trükkimine plekile nõuab aga spetsialiseeritud trükimasinaid, kuna plekk
pole niivõrd painduv, kui seda on kasutatav plekk. Selle tõttu kasutatakse
nende trükkimiseks masinaid, milledel on kas tunduvalt suurem trükisilinder,
kui harilikus ofsettrükis. Samuti kasutatakse trükkimisel trükivärve, mis tänu
oma headele pinnaomadustele võimaldavad pleki hilisemat vormimist.
Esimest korda teostati trükkimist ülekandega vahepealsele
kujutise kandjale 1878 aastal Prantsusmaal. Konstrueeriti masin, mis võimaldas
trükkida metalllehtedele litokivilt. Kivil valmistatud kujutis anti üle plekile
kasutades ülekandesilindrit, mis oli kaetud kummiga.
On selge , et trükkida otseselt plekile litokivilt on väga problemaatiline.
Selleks ,et saavutada vajalik kontakt on vajalik trükisurve, mis oleks
tunduvalt suurem kui hariliku trüki puhul. Kummiga kaetud silinder väga
teravmeelselt tagas aga vajaliku surve plekile tunduvalt väiksema üldsurve juures.
Juba 1888
aastal mitmed saksa firmad valmistasid spetsiaalseid plekitrükimasinaid.
Nendeks olid firmad Mailänder.
Johhannesburg ja Frankental. Tänapäeval kasutatakse plekil trükkimist
konservitööstuses ja tarbeesemete ja mänguasjade valmistamiseks plekist.
Metalltaarasse
pakitakse kaua säilitamist vajavad toitained ja ka osa keemilistest ainetest.
Nende ainetepakkimine metallile trükitud
taartasse annab neile meeldiva välimuse ja tagab trükitud kujutise
pikemaajalise säilimise, kaitseb neid mehaaniliste mõjude eest.. Ka on sellise
trükiviisi kasutamine ökonoomiliselt kasulik..
Trükkimine
lehtmetallil toimub põhiliselt ofsettrükis. Tehnoloogiline protsess kujutise
saamiseks metalli pinnal koosneb kolmest
staadiumist:
1.
Kruntkile kandmine metallile
2.
Trükkimine krunditud metalli
pinnale
3.
Trükitud kujutise lakkimine
Kõigil
kolmel etapil laki ja värvi kiht kuumutatakse kõrgetel temperatuuridel - kuni
180°C pikema aja jooksul ( kuni 20 min.). Selleks kasutatakse suuri
kuivatusahje.
Pleki
kruntimiseks kasutatav materjal peab võimaldama edasi anda vajalikud
dekoratiivsed omadused. Samuti peab ta võimaldama õieti edasi anda trükivärve.
Mis kõige tähtsam ta peab nakkuma tugevalt alusvärviga. Aluskrundist olenevad
kujutise edasised mehaanilised omadused.
Kaitselakk
annab trükitud pinnale vajalikud dekoratiivsed omadused ja kaitseb kujutist
väliste
mõjude eest. Kaitselakk on suhteliselt paks ja just
temast olenevad kujutise lõplikud mehaanilised omadused. Harilikult peale
kujutise kandmist metallile toimub ju metalllehest eseme loomine stantsimise
abil. Stantsimisest keerukaim on konservide taara valmistamine. Toimuva metalli
deformat-siooni käigus laki ja värvikiht ei tohi saada vigastatud. Samuti
konservide taara töödeldakse vee ja auru abi kõrgendatud temperatuuris millele
peab lakikiht samuti vastu pidama.
Eelpooltoodu
näitab, et trükiks metallidel tuleb kasutada trükivärve, mis on spetsiaalselt
valmistatud plekitrükiks. Nad sisaldavad harilikult alküüdvaike, mis tagavad
küllaldase kilemoodustumise. Kile tekkimine toimub kahel viisil:
ü Eemaldades
värvisüsteemist lahustid.
ü Kilemoodustavate molekulide ühinemise ja suurenemise
teel.
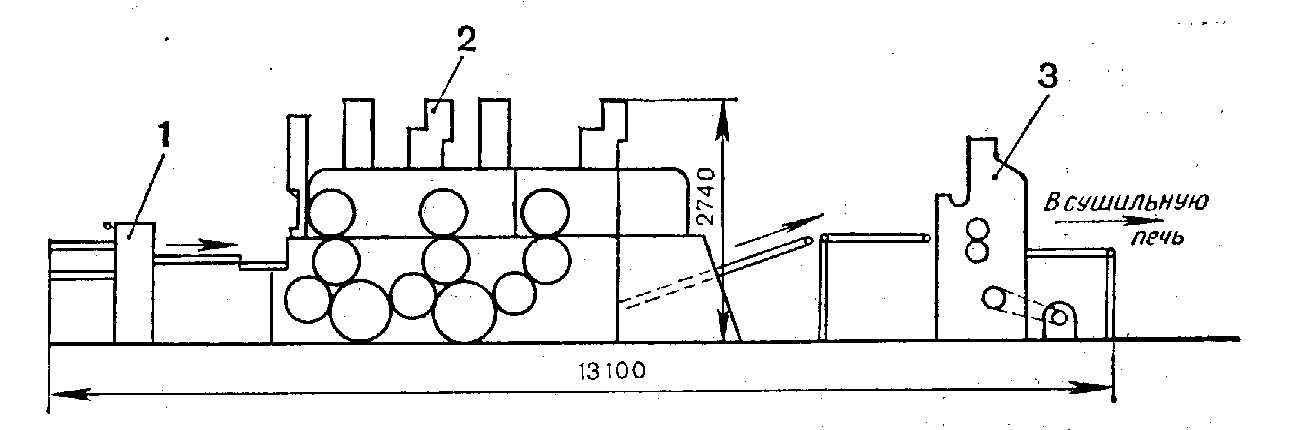
Trükkimine
krundiga kaetud metallile toimub ofsettrükis, kasutades ühe - ja mitmevärvilisi
ofsetmasinaid. Masinad on tihti koos kuivatusahjudega ühises tehnoloogilises
liinis. Siia kuulub mehaaniline pealepanemislaud 1, trükimasin 2 lakkimismasin
3 ja kuivatusahi koos jahutusseadmetega,
ja vastuvõtulauaga.
Trükimasinad erinevalt
harilikust ofsetmasinast selle poolest, et metalllehe transport masinasse ja
trükkimine toimub sirgelt ilma metall-lehte
kaarutamata